こんにちは!ごんです
実売価格3.5万円程度(2019年10月現在)という低価格で圧倒的な精度が出せるDLP方式3DプリンターのAnycubic Photon。
ごんも日々活用しています!
しかし、購入してから1ヶ月ほどはなかなか思い通りの品質で出力されず、苦労の連続でした。
Anycubic Photonは購入時に250mlのレジンが1本同梱されてくるのですが、まともに出力されることなく1本目を使い果たしてしまったのは、今となっては良い思い出!

今では99%失敗することはなくなりましたけどね!
今回はこれまでのごんの経験を踏まえて、プラットフォームに造形物がまったく生成されない!というはじめの一歩の段階でのトラブルシューティングを目的として、ポイントを解説したいと思います。
Contents
DLP方式 3Dプリンターの原理について
Anycubic PhotonのDLP方式については別記事( 光造形タイプの3Dプリンター Anycubic Photon その原理を解説! )にまとめたとおりなのですが、プラットフォームに造形物が生成されない場合には、このDLP方式のことをより深く理解する必要があります。
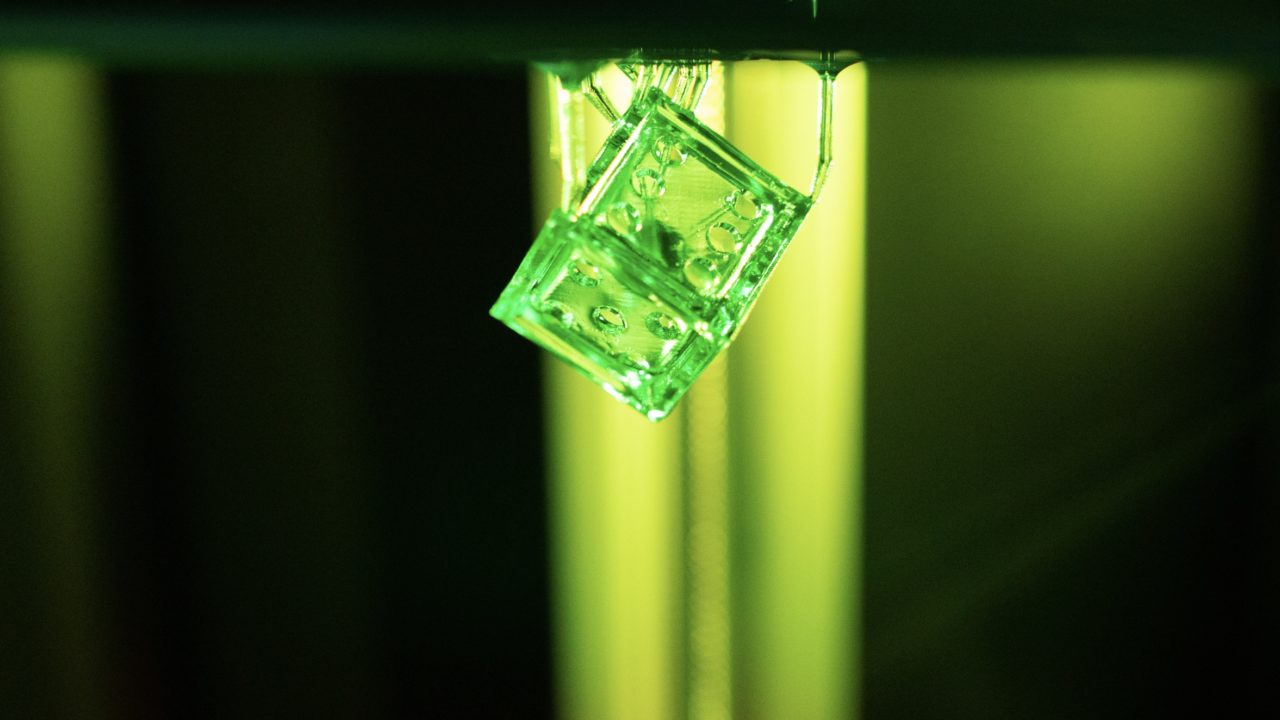
光造形タイプの大原則ですが、 造形物はプラットフォームとレジンバットの底面とのごく僅かな隙間に生成されるということです。
その隙間はAnycubic Photonの場合だと通常は0.05mm程度となります。
最初の1層目はその0.05mmの空間に生成されて、且つ底面のFEPフィルムではなく、プラットフォーム側にくっつく必要があります。
2層目以降については、プラットフォームが0.05mmずつ上昇するのに合わせて、直前に生成した層にくっつく形で順次生成されていきます。
要チェック5項目
では、それを踏まえて順次チェックしていきましょう。
基本の基本!本体の水平チェック
まずは、基本中の基本。
Photon本体は水平で安定した場所に置きましょう。
動作時はモーターも回るし、プラットフォームは上下に動くのでグラグラと不安定な場所は良くないですね。
できれば、しっかりした床やデスクなど安定した水平な場所に設置するのが良いと思います。
そして、レジンは液体です。
斜めに設置すると、レジンの深さが偏ってしまうので、生成された硬化層にかかる圧力も変わります。0.05mmの世界を甘く見てはいけない!
出力品質に影響!FEPフィルムのテンション・状態チェック
レジンバットの底面に張ってあるFEPフィルムですが、テンションが緩かったり、表面が凸凹に傷んだりしてないですか?

テンションはしっかり強めに、全体的に均一になるようにネジを締めましょう。
この力加減は難しいですが、ごんの経験上テンションの強さについてはそんなにシビアではないと感じています。
FEPフィルムの表面に凸凹がある場合は、その凸凹が造形物の表面に現れますので、よく使う中心エリアに凸凹がある場合は交換したほうが無難です。
特に、後で述べるレベリングが適切にできていない場合に、FEPフィルムを痛める事が多いです。
一般的にネットに出回っている情報を鵜呑みにしてレベリングを行うと、プラットフォームが強く押し付けられすぎる可能性があります。
そうなってしまうと、FEPフィルムが凸凹になりやすいです。
FEPフィルムの交換手順については、Anycubicの公式動画が分かりやすいので、参考にしてみてください。
https://www.youtube.com/watch?v=DLi3chV43LQ
ブレないように!Z woblleの調整
プラットフォームに生成されない時にAnycubicのサポートに問い合わせると、Z wobbleの調整をするようにアドバイスされる時があります。
Z wobbleの調整とは何かというと、プラットフォームが上下動する時の揺れを無くすための調整です。

プラットフォームは本体に固定されているレールに沿って上下に動くのですが、レールとプラットフォームの土台の間にガタつきがあると、プラットフォームが水平を保つことができなくなるんです。
ですので、レールに対してガタつきがないかどうかの確認が必要です。
ただし、明らかにガタガタ揺れる場合を除いて、たいてい問題にならない部分だと思っています。
造形物がZ方向に対して歪む場合にはZ wobbleの調整が必要なのですが、造形物が全く生成されない初期の段階でここのパートが原因となっている可能性は低いと思っています。
なお、Z wobbleの調整手順についても公式動画があります。
https://www.youtube.com/watch?v=f7gYTpBT3uk
ごんはZ wobble調整と合わせてBrassNut交換も行ったことがありますが、その手順については公式youtubeチャンネルには掲載されていないので、別の機会に紹介したいと思います。
試行錯誤が必要?!レジンの種類と適切な照射時間
UVレジンは半透明や透明、白、グレー、黒など様々な色があります。
また、アルコール洗浄が不要で水洗いが可能なレジンや、型採りのためのキャストが可能なレジン、高強度のレジンなど特性も豊富にあります。
どのレジンを使うのかによって照射時間等も様々に変わりますので、非常に奥が深い部分になりますね。
ごんが考える初心者の方へのオススメは、通常のレジンで色は透明のものを使うこと!
参考までに、ごんが普段使用しているレジンを紹介すると、WanHaoというメーカーの透明レジンになります。
なぜ透明をオススメするかというと、UVレジンは光で固まるので、半透明なのか?透明なのか?で光の透過具合が変わる可能性があると思ったからです。
そして、透明なレジンなら安定して出力できているので、設定値を教えてあげられます!
水洗いレジンも使用したことはありますが、やや柔らかくてゴムのような仕上がりになります。
当然、造形途中の強度も違ってくるので特性に合わせた調整が必要と思われます。
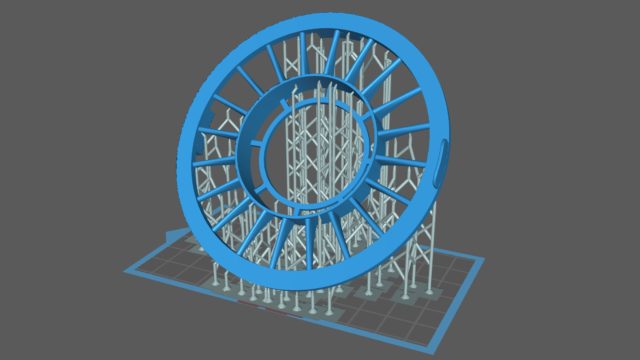
ということで、透明レジンを使用して普段ごんが安定出力しているパラメータは以下のとおりです。
スライスソフトはいつもChiTuBoxを使用しています。
(ChiTuBoxの使い方については別の記事で紹介してますので、興味があればそちらも御覧ください。)

UVレジンの特性は気温でも変わるという話も聞きますが、ごんがやってみた限りでは室温10度前後の寒い部屋から30度程度のやや暑い部屋まで問題なく出力できました。
通常の透明レジンであればAnycubicのレジンでも大丈夫だと思います。
これが最も重要かもしれないPhotonの極意、レベリング!
まず、公式動画のマニュアルです。
https://www.youtube.com/watch?v=bIMwjmVl3Ho
レベリングに関しては4:30付近から解説されています。
上記の公式動画では
・プラットフォームのネジを緩めて水平にする
・紙を1枚挟んで引き抜けなくなる程度にプラットフォームを下げる
・プラットフォームのネジを固定して、ホームポジションとして記憶させる
という流れになりますが、この方法だと正直言ってうまくいかない場合があります。
このブログを検索して来られた方は、何度も試行錯誤されている部分かと思いますが、実はこの公式の動画マニュアルではとても大切なことが解説されていないのです。
紙が動かない程度までプラットフォームを下げた後に、プラットフォームを固定するネジを締めると思いますが、実はこのネジを締めるとプラットフォームの土台とプラットフォームの隙間が約0.9mm広がるんです!

つまり、紙がギリギリ動かないくらいの状態でネジをしっかり締めると、プラットフォームはそこから更に液晶画面側に0.9mm押し付けられることになります。
この状態でプリント出力をすると、レジンバットの底とプラットフォームの間にあったはずの0.05mm程度の空間がなくなってしまいます。
そして、レジンバットの底にぶつかった後もプラットフォームを下に下げようとするので、結果的に
・レール側の力に負けてプラットフォームの角度が変わる
・レジンの底とプラットフォームが水平ではなくなる
のという状況になってしまいます。
場合によっては各層の露光後にプラットフォームが持ち上がる時に異音が発生したり、FEPフィルムを傷つけてしまったりします。
この回避策ですが、紙を挟んでギリギリ動かない程度までプラットフォームを下げたら、軽めにネジを締めます。
その後、プラットフォームを1mm持ち上げて、ネジをしっかり締めます。
締め終わったら、プラットフォームを0.1mm下に下げて、ホームポジションを設定します。
この点に気づいてからは、プリントミスは今まで発生していません。
どうしてもうまくいっていない人は試してみてください。
まとめ
レベリング作業の目的は、第1層目の露光をする際ににプラットフォームがレジンバットの底から0.05mm程度の高さで、且つ水平になっている状態を作り出すことなので、それを意識して原因を追求すると解決に近づく気がします。
うまくプラットフォームに生成できずに挫折しそうになっている方の一助になれば幸いです。