こんにちは!ごんです
今回はAnycubic Photonで使用できるスライスソフトのChiTuBoxについて、ごんが実際に使っている設定や使用方法を大公開します!
Contents
スライスソフトとは?
以前の記事( 光造形タイプの3Dプリンター Anycubic Photon その原理を解説! )にも書いたように、3Dプリンタは3Dオブジェクトを高さ方向に無数の断面に分解して、各層を積み重ねて行くことで立体物を生成します。
スライスソフトはその層をどの程度の厚さにして、どれくらい紫外線を照射するのか?というような設定を書き出してプリンタが動作するのに必要な形式のファイルを作ってくれるソフトです。
ChiTuBoxについて
Anycubic Photonにも専用のスライスソフトが付属してたのですが、ごんが購入した2019年はじめ頃、ソフトウェアのトラブルでうまくプリントできないことがありました。
その時に、Anycubicのサポートの人から紹介してもらったのが今回解説するChiTuBoxというソフトです。
Anycubicのスライスソフトよりも多機能で、設定を細かく調整できるのでごんはこちらをオススメします!
しかも、当時はバージョンが1.5でしたが、その頃から比べると少し進化していて、Anycubic Photonでも使いやすくなってます!
ChiTuBoxのダウンロード

ChiTuBoxはDownload Center( https://www.chitubox.com/download.html )からダウンロード可能です。
Stableを選択し、使用しているOS選んだらダウンロードボタンを押します。
ダウンロードしたら、それぞれのOSの手順に沿ってインストールを行います。
Anycubic Photon用に設定する
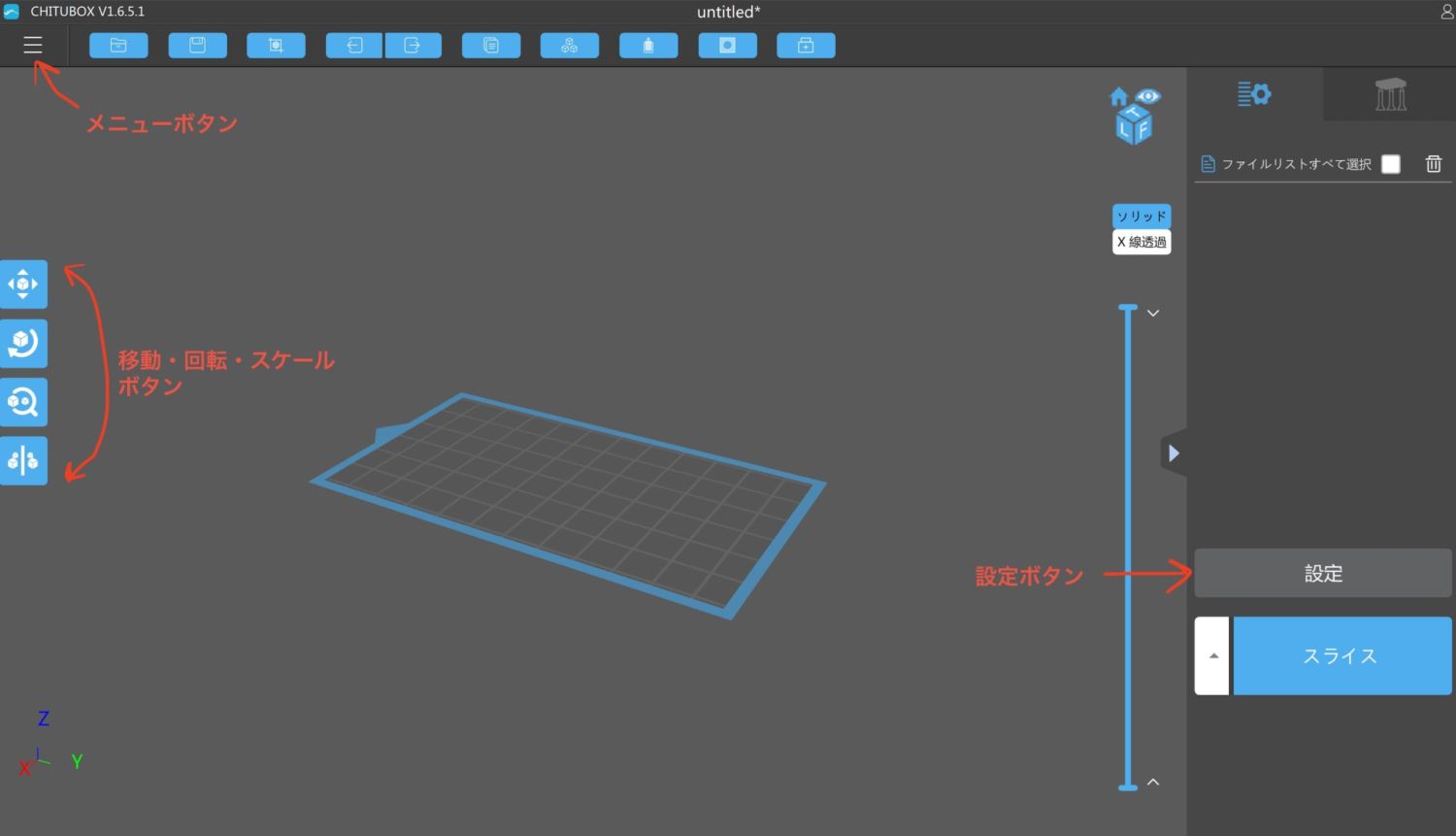
起動画面です。
プリセットを選択
起動したら、まず画面右側にある設定ボタンを押します。
表示された設定画面の左側にある、新しいプリンタを追加するボタンを押しましょう。


プリンタの種類からAnycubic Photonを選択します。Photon-Sの人は少しパラメータが違うようなので、Photon-Sを選択します。
現在のバージョン1.6.5.1(2020/08/10)ではPhoton Zeroが表示されてないので、Photon Zeroを使用される方はここでプリセットを選択せずに、Defaultのプリンタのパラメータを手動で設定する必要がありそうです。(後述)
ごんが最初に使用したバージョン1.5の頃はこのプリセットがなかったような気がします。
ですので、当時は手動でパラメータを設定しました。
マシン

OKを押して、プリセットが作成されるとマシン情報がこのようにセットされます。
ここは変更してはいけません!
Photon Zeroの人はここのパラメータを自分で変更する必要があるのですが、以下のようにすると良いと思います。
| 項目 | 値 |
|---|---|
| 解像度 X | 480 |
| 解像度 Y | 854 |
| サイズ X | 55.44 |
| サイズ Y | 98.64 |
| サイズ Z | 150 |
レジン樹脂

レジン樹脂の項目はプリント出力の品質には影響しないです。
出力される作品の重さや、コストの計算に使用されます。
ごんが使っているWanHaoの透明レジン(水洗いじゃないやつ)は1Lで概ね1万円なので100ドル/Lに設定してますが、適当でよいです!

印刷

次に、印刷項目。
ここは印刷品質に影響するので重要です!
ごんの設定は上記の画像のとおりです。
特に重要と思われる項目を解説します。
レイヤーの高さ:
高さ方向の積層の細かさです。Photonの場合は0.025が最小値となり、それより小さくしても品質が変わらないと予想されます。
Photon-SとZeroの場合は0.01まで対応してます。
個人的には0.05で十分な品質ですが、より高精度を求める場合は小さくすると良いと思います。
この数値を小さくすると、プリント時間がその分長くなるので注意してください。
光造形プリンタの出力時間は積層の枚数に比例します!
初期層の数:
初期層とは、プリント初期に生成される層の事ですが、通常はプラットフォームに樹脂を定着させるために長めの露光時間を設定します。
3となっているのは、最初の3層を初期層として長めに露光するという意味になります。
露光時間が長いほど固く強い層ができますが、全体のプリント時間やLCDの寿命にも影響するので、必要以上に増やすのは良くないですね。
露光時間:
通常の層1枚あたりの露光時間になります。
プリント出力時間の大半はここにかける時間になります。
今は16秒に設定してますが、もう少し短くても大丈夫かなという印象です。
余談ですが、室温が寒いとうまくいかない〜みたいな話をたまに聞きますが、ごんが検証した限りでは室温10度〜30度の範囲で問題なくプリントできています!
初期層の露光時間:
初期層の数で解説したとおりです。
ちょっと長めに設定します。
上昇速度:
露光で生成された最新の層って、実はFRP面(レジンバットの底)にくっついてるんです。
それを引き剥がすために、露光が終わると一度プラットフォームが上昇します。(リフト)
その際の上昇速度の値です。
速すぎると生成された最新層を痛める可能性があるし、遅すぎると全体のプリント時間にも影響します。
急がない場合は数値を小さめにしておくと良いでしょう。
上記のパラメータは使用するレジンによって大きく変動するので、うまく行かない場合は試行錯誤してみてください!
内部密度

インフィル構造というパラメータがありますが、ごんの場合は「なし」で使用しています。
ここはおそらく、中身が詰まったオブジェクトの場合に内部の肉抜きを自動で行う機能かと思います。
樹脂の節約をしたい場合は設定しても良いと思いますが、やりすぎると強度が下がりますから注意が必要ですね。
あと、透明樹脂だと中が透けて見えるので見栄えにも影響します!
高度な設定

基本的に、LCDはオブジェクトがある場所が白(露光)、ない場所は黒(遮光)となるのですが、アンチエイリアシングをONにすると、白黒の境界をボカしてくれます。
出力される形状がなめらかになる可能性がありますが、ディテールが失われる危険性もあります。
必要に応じて切り替えましょう。
以上が、ChiTuBoxの設定項目の解説です。
ChiTuBoxの使い方
では、オブジェクトの読み込みからプリント用データ作成までの手順を解説します。
まずは、先ほど設定したプリセットのパラメータが反映された状態にします。
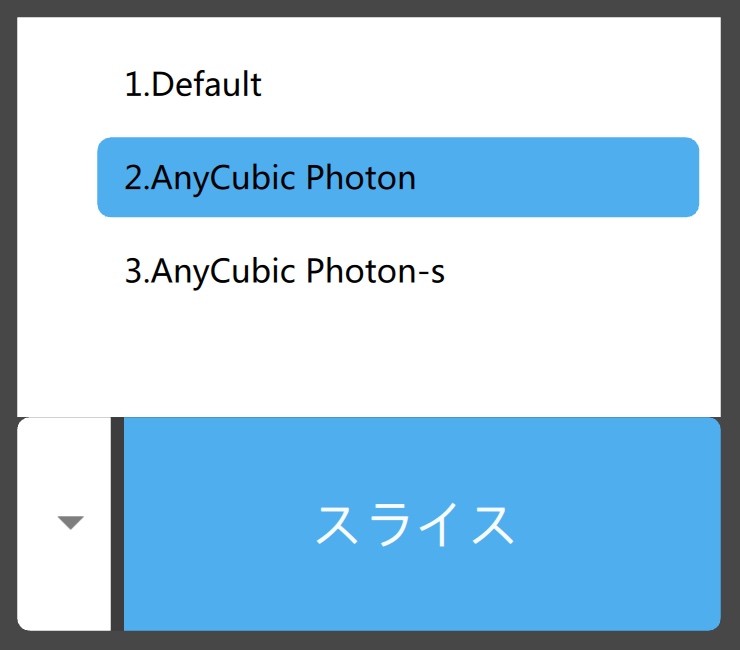
画面右側の巨大なスライスボタンの左側にある▲ボタンを押して、目的の機種を選択します。
この操作をしないと、設定が反映されないのでなにげに重要!
オブジェクトの読み込み
左上のメニューボタンから「開く…」を選択して、プリント出力したいオブジェクトを選択します。
3Dソフトからは事前にSTLもしくはOBJ形式でデータを書き出しておいてください。


無事に読み込まれると上記のように表示されます。
ちなみに、これは浴室排水口のゴミキャッチャーです(笑)
赤い場所は露光可能範囲からはみ出している部分です。
オブジェクトを縮小するか、向きを変えて露光可能範囲に収まるように調整します。
ごんの場合は全て実寸でデータを作成するので、拡縮ツールは使いません。


こんな感じで露光可能範囲に収まるように向きを変えました。
高さが高くなるほどプリント時間が長くなり、LCDの寿命を削るので最低限の高さになるようにしたいですね。
太枠の内側に収まるように調整しましょう。
ChiTuBoxはマウスの右クリック→ドラッグで視点を変更できます。
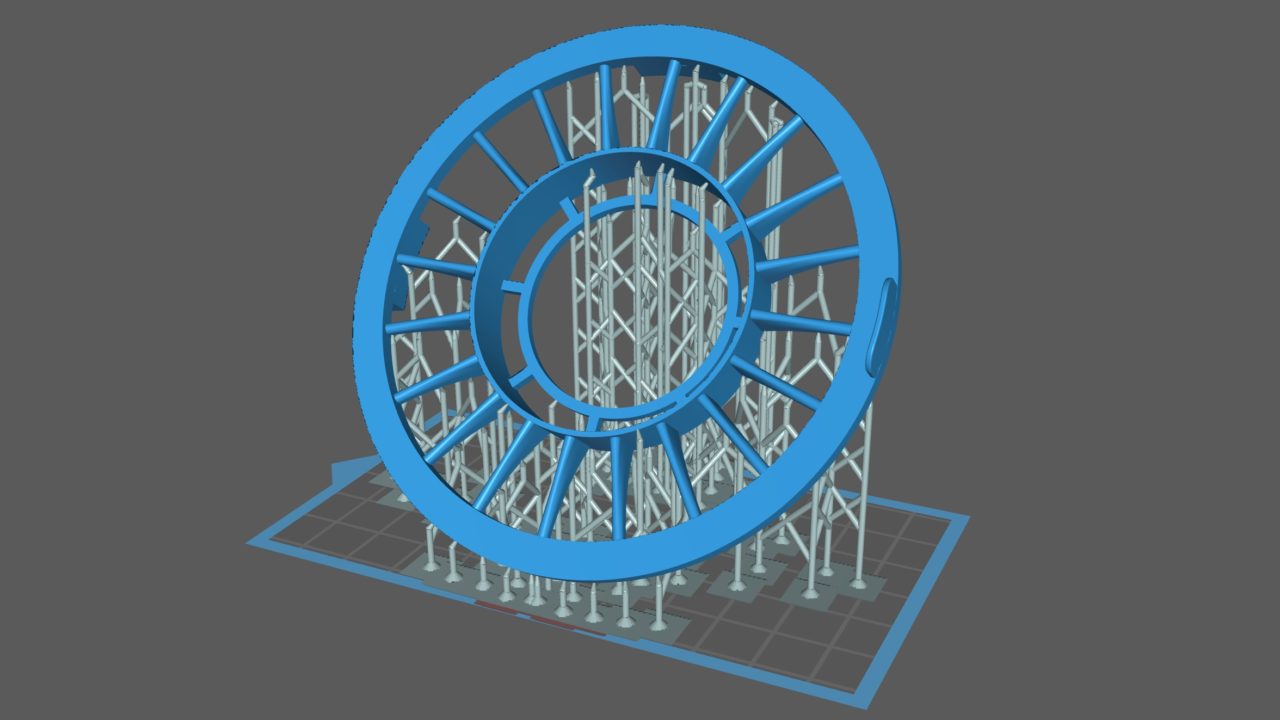
サポート材生成
画面右側のサポート材タブをクリックします。

パラメータはたくさんありますが、サポート材の太さやオブジェクトとの接触部分の形状、ラフト(土台)の形状など、数値を変更して作成し直してみると意味がわかるものばかりです。
自動生成させる場合は、下部の自動サポートのところで「+床面のみ」か、「+すべて」のどちらかのボタンを押します。


こんな感じでサポート材が生成されます。
自動生成は便利ですが、不要な箇所に生成されていたり、逆にもっと細かくサポートしたい場所があったりするので、サポートの状況をよく確認しましょう。
何度かプリントの試行錯誤をしないと掴みづらいところかもしれませんね。
なお、不要なサポート材を削除する場合は、この画像の真ん中のボタンを押した状態で、不要なサポート材をクリックします。
赤くハイライトされると思うので、キーボードのDELキーで削除してください。

プリントデータ作成
サポート材が無事生成できたら、プリント用データ作成に進みます。
はじめのタブに戻ります。(名前は不明!)
戻ったら、スライスボタンを押します。


少し待つと、スライスデータが作成されて、確認できるようになります。
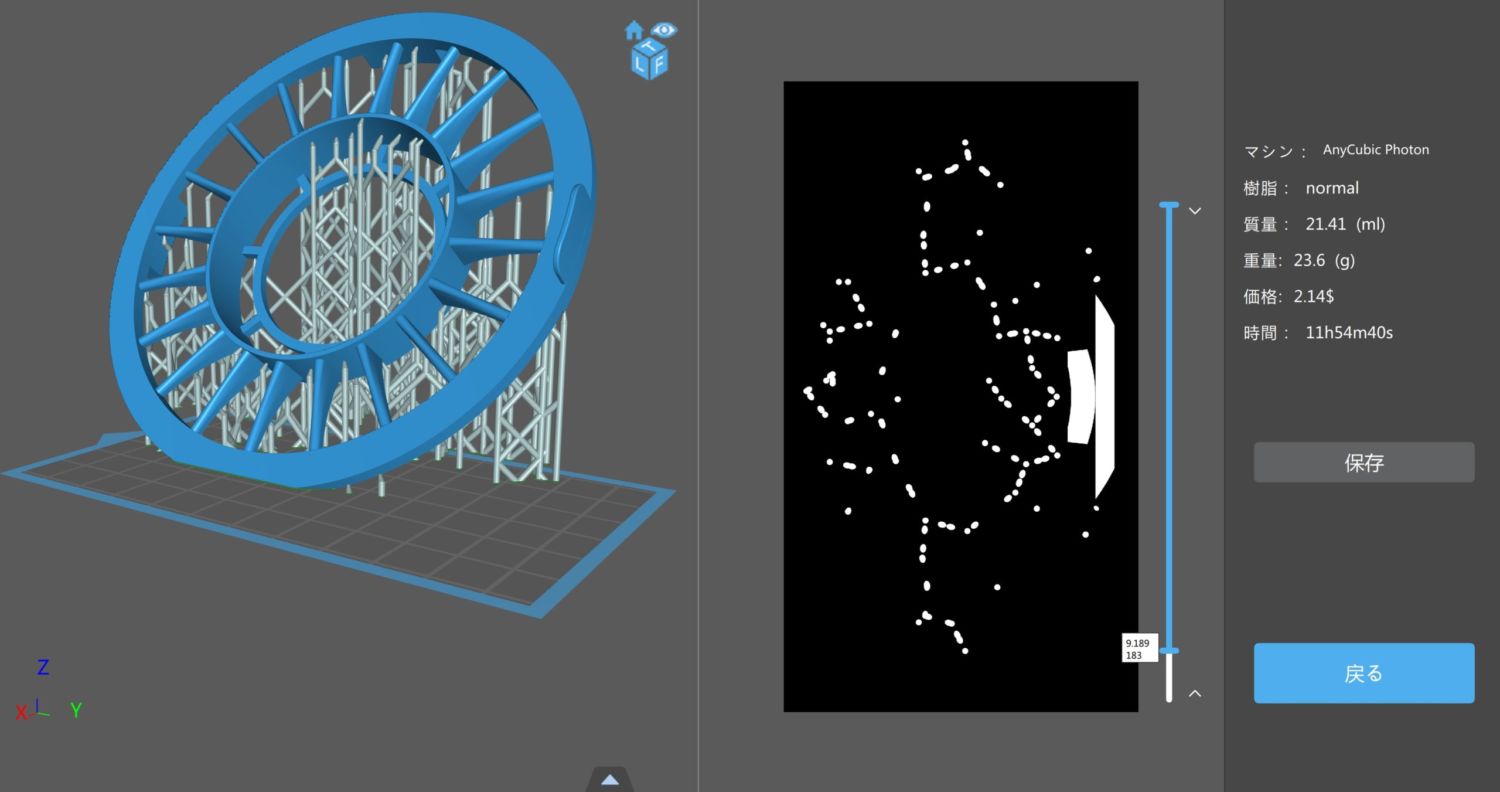
出力にかかる概算時間や、材料代などがここで表示されます。
右側の黒い画面は、各層の断面が表示される場所で、露光される断面画像を確認できます。
黒い画面のすぐ右にある縦長の青いバーの下端を上にドラッグすると確認できます。
内容に問題がなければ、右にある保存ボタンをおして.photonデータを保存しましょう。
ここまでがデータ読み込みからプリント用データ出力までの大まかな手順です。
ごんはAnycubicのスライスソフトをずっと使ってないので、利便性が良くなったか等知らないのですが、ChiTuBoxは多機能だし、今後3Dプリンタの機種が変わっても引き続き使用できる可能性も高いので、使ってみて損はないと思ってます!
参考になれば幸いです。